





本公司常年備貨,以誠信為公司的經(jīng)營理念,以品質(zhì)來取得客戶的認可,假一罰十,歡迎廣大客戶來電洽談:
上海非俗工控自動化設備有限公司(西門子分銷商)
聯(lián)系人;瞿章明 :132 1743 0013
商務QQ :275 013 0146
微信 :132 1743 0013
地址( Add ) :上海市松江區(qū)海立華亭5幢
上海非俗工控自動化設備有限公司是中國西門子的合作伙伴,公司主要從事工業(yè)自動化產(chǎn)品的集成,銷售各維修。
表1 遞增、遞減指令格式
| LAD |
 |
  |
  |
|||
| STL | INCB OUT |
DECB OUT
|
INCW OUT
|
DECW OUT
|
INCD OUT
|
DECD OUT
|
| 功能 |
字節(jié)加1
|
字節(jié)減1
|
字加1
|
字減1
|
雙字加1
|
雙字減1
|
| 操作及數(shù)據(jù)類型 |
IN:VB, IB, QB, MB, SB, SMB, LB, AC, 常量, *VD, *LD, *AC
OUT:VB, IB, QB, MB, SB, SMB, LB, AC, *VD, *LD, *AC
IN/OUT數(shù)據(jù)類型:字節(jié)
|
IN: VW, IW, QW, MW, SW, SMW, AC, AIW, LW, T, C, 常量, *VD, *LD, *AC
OUT:VW, IW, QW, MW, SW, SMW, LW, AC, T, C, *VD, *LD, *AC
數(shù)據(jù)類型:整數(shù)
|
IN:VD, ID, QD, MD, SD, SMD, LD, AC, HC, 常量, *VD, *LD,*AC
OUT;VD, ID, QD, MD, SD, SMD, LD, AC, *VD, *LD, *AC
數(shù)據(jù)類型:雙整數(shù)
|
|||
說明:
(1)使ENO = 0的錯誤條件:SM4.3(運行時間),0006(間接地址),SM1.1溢出)
(2)影響標志位:SM1.0 (零),SM1.1(溢出),SM1.2(負數(shù))。
(3)在梯形圖指令中,IN和OUT可以指定為同一存儲單元,這樣可以節(jié)省內(nèi)存,在語句表指令中不需使用數(shù)據(jù)傳送指令。
冗余的CPU414H中央控制單元
本自控系統(tǒng)現(xiàn)場控制站的中央控制器采用冗余設計,它由2套AS-400型中央控制器組成。它們預裝有冗余軟件,并通過一個通訊接口實現(xiàn)相互連接。在系統(tǒng)正常的運行中,當某個中央控制器出現(xiàn)故障時,另一個中央控制器能自動接管所有的工作,保證了系統(tǒng)繼續(xù)正常運行。因此系統(tǒng)現(xiàn)場控制站的AS-400中央控制器具有很好的冗余性能。
AS 的中央處理器采用S7-400 系列工業(yè)控制器中S-414 以上的CPU,專為過程控制應用設計,CPU 芯片的底層程序采用類PASCAL語言編寫,為CFC,SFC等過程控制語言提供平臺。中央控制器中預裝有冗余軟件,用戶在組態(tài)時可完全忽略其冗余特性,象對非冗余系統(tǒng)組態(tài)一樣只需輸入用戶程序。
3.遠程I/O站
每個分布式I/O站的有源背板總線上插有2個IM153-2通訊接口模塊 ,分別通過2條獨立的PROFIBUS-DP現(xiàn)場總線與AS-400中央控制站進行實時通信。在系統(tǒng)運行過程中,當其中某一個IM153-2通訊接口模塊發(fā)生故障時, 系統(tǒng)能自動地切換到另一個IM153-2通訊接口模塊,并可帶電熱插拔更換故障的通訊接口模塊,不會影響系統(tǒng)正常運行。
4.冗余的通訊網(wǎng)絡
CP443-1作為標準的工業(yè)以太網(wǎng)連接裝置,在物理層上采用高防護等級的通訊線纜,工業(yè)以太網(wǎng)的卡件上帶有CPU可以獨立處理通訊信號。高速工業(yè)以太網(wǎng)是在工業(yè)以太網(wǎng)的通訊協(xié)議的基礎上,將通訊速率提高到了100M/s。SIMATIC NET 中的高速以太網(wǎng)采用了全雙工并行(FDX)通訊模式,這種模式允許站點同時發(fā)送和接收數(shù)據(jù),通訊速率可提高一倍。SIMATIC NET 在高速以太網(wǎng)上還采用了交換技術,利用交換機模塊將整個網(wǎng)段分成若干子網(wǎng),每個子網(wǎng)都可以獨立地形成一個數(shù)據(jù)通訊網(wǎng)段,可以大大地提高通訊效率。普通以太網(wǎng)上由于網(wǎng)段上數(shù)據(jù)通訊阻塞的存在,使得網(wǎng)絡上實際通訊技術只有40%,采用了全雙工并行通訊技術和交換技術后,使得網(wǎng)絡的通訊能力得以充分地利用。
5.主要監(jiān)控功能描述:
(1) 工藝流程顯示:依據(jù)系統(tǒng)工藝控制過程以流程圖形式表現(xiàn)工藝流程圖;
(2) 順序控制操作指導:在PCS7中提供SFC順序功能圖,以圖形方式監(jiān)控順序控制過程;
(3) 系統(tǒng)控制和設定功能:控制系統(tǒng)提供豐富的回路控制監(jiān)控庫,可以對回路控制和參數(shù)設定進行集中顯示、集中監(jiān)控;
(4) 趨勢顯示:以實時趨勢和歷史趨勢方式顯示重要過程參數(shù)的變化趨勢;
(5) 報警記錄與顯示
(6) 報表管理:提供日報、月報打印功能,可提供定時打印、事件驅(qū)動打印、召喚打印等;
(7) 用戶級別管理:為了保證系統(tǒng)的安全操作,系統(tǒng)提供多級用戶權限管理,不同權限的用戶對應不同的操作范圍。
四 使用效果分析
該DCS系統(tǒng)經(jīng)長期運行證明,各項技術指標均達到國際先進水平,主要表現(xiàn)如下:
(1) 燃燒效率高:垃圾在爐排上與空氣混合均勻燃燒充分,垃圾燃盡率高;
(2) 處理垃圾范圍廣泛 :由于設計了根據(jù)不同垃圾類型而調(diào)整的控制策略,垃圾處理范圍大大提高,能夠處理工業(yè)垃圾、生活垃圾、廢棄橡膠輪胎等;
(3) 運行維護費用低 :由于自動控制水平高,運行人員少,定檢和不定期檢修費用低,降低了維護費用;
(4) 可靠性高 :經(jīng)過長期運行表明,控制系統(tǒng)故障率非常低,系統(tǒng)可用率可達99.9%以上,滿足設計要求;
倉庫存儲PLC控制系統(tǒng)設計
倉庫存儲控制系統(tǒng)模型如下圖所示:
在兩臺傳送帶之間有一個倉庫區(qū)。傳送帶1將包裹運送至倉庫區(qū),傳送帶1由電動機M1驅(qū)動。傳送帶2將包裹運出倉庫區(qū),傳送帶2有電動機M2驅(qū)動。傳送帶1靠近倉庫一端安裝光電開關PEB1確定入庫的包裹數(shù),傳送帶2靠近庫區(qū)一端安裝光電開關PEB2確定出庫的包裹數(shù)。
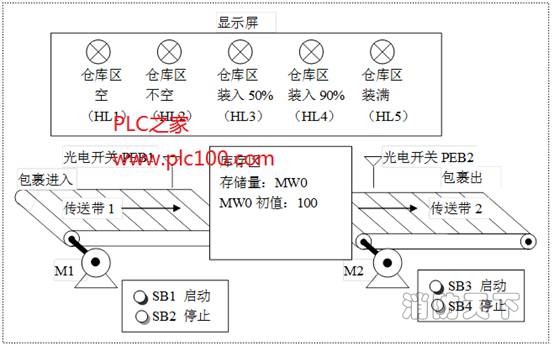
控制要求如下:
(1)5個指示燈(HL1~HL5)顯示倉庫區(qū)的占用程度。
(2)電機M1的起停由按鈕SB1和SB2控制,若倉庫裝滿則傳送帶1自動停止。電動機M2的起停由按鈕SB3和SB4控制,若倉庫已空,則傳送帶2自動停止。
(3)庫區(qū)存儲量由MW0中的值決定,MW0的初值為100。MW0中的內(nèi)容可以通過按鈕SB5增加,每按一次SB5,MW0中的內(nèi)容增加10,每按一次按鈕SB6,MW0中的內(nèi)容減10。MW0的內(nèi)容小不能少于10,大不能大于200。只用當兩臺電動機都處于停止狀態(tài)時才可修改MW0中的值。
(4)倉庫內(nèi)剩余空間的包裹存儲數(shù)以BCD碼格式保存在MW10中。
1. PLC硬件配置
控制系統(tǒng)中的硬件配置如下:
| 序號 | 名稱 | 型號說明 | 數(shù)量 |
| 1 | CPU | CPU313 | 1 |
| 2 | 電源模塊 | PS307 | 1 |
| 3 | 開關量輸入模塊 | SM321 | 1 |
| 4 | 開關量輸出模塊 | SM322 | 1 |
| 5 | 前連接器 | 20針 | 2 |
2.分析控制要求進行輸入輸出點分配,并根據(jù)分配畫出外部接線圖。
輸出:
| 序號 | 輸入信號名稱 | 地址 |
| 1 | M1開始按鈕SB1(常開) | I0.0 |
| 2 | M1停止按鈕SB2(常開) | I0.1 |
| 3 | M2開始按鈕SB3(常開) | I0.2 |
| 4 | M2停止按鈕SB4(常開) | I0.3 |
| 5 | 加數(shù)按鈕SB5(常開) | I0.4 |
| 6 | 減數(shù)按鈕SB6(常開) | I0.5 |
| 7 | 光電開關PEB1 | I0.6 |
| 8 | 光電開關PEB2 | I0.7 |
輸入:
| 序號 | 輸出信號名稱 | 地址 | 序號 | 輸出信號名稱 | 地址 |
| 1 | 指示燈HL1 | Q4.0 | 5 | 指示燈HL5 | Q4.4 |
| 2 | 指示燈HL2 | Q4.1 | 6 | 電動機M1(KM1) | Q4.5 |
| 3 | 指示燈HL3 | Q4.2 | 7 | 電動機M2(KM2) | Q4.6 |
| 4 | 指示燈HL4 | Q4.3 |
西門子PLC S7-200支持的波特率和設備的缺省地址
數(shù)據(jù)通過網(wǎng)絡傳輸?shù)乃俣仁遣ㄌ芈剩鋯挝煌ǔJ荎baud或者Mbaud。波特率是指在給定時間內(nèi)傳輸?shù)臄?shù)據(jù)是多少。例如,19.2Kbaud表示的1秒內(nèi)傳輸19200位數(shù)據(jù)。在同一個網(wǎng)絡中通訊的器件必須被配置成相同的波特率,網(wǎng)絡的高波特率取決于連接在該網(wǎng)絡上的波特率低的設備。
下面是西門子PLC S7-200支持的波特率。
表1 S7-200支持的波特率
| 網(wǎng)絡 | 波特率 |
| 標準網(wǎng)絡 | 9.6K到187.5K |
| 使用EM277 | 9.6K到12M |
| 自由端口 | 1200到115.2K |
在網(wǎng)絡中要為每一個設備指定一個一的地址. 一的地址可以確保數(shù)據(jù)發(fā)送到正確的設備或者來自正確的設備。S7-200支持的網(wǎng)絡地址為0到126。對于有兩個通訊口的S7-200,每一個通訊口可以有自己的站地址。
下面是西門子PLC S7-200設備的缺省地址。
表2 S7-200設備的缺省地址
| S7-200設備 | 缺省地址 |
| STEP7-Micro/WIN | 0 |
| HMI(TD200,TD或OP) | 1 |
| S7-200CPU | 2 |
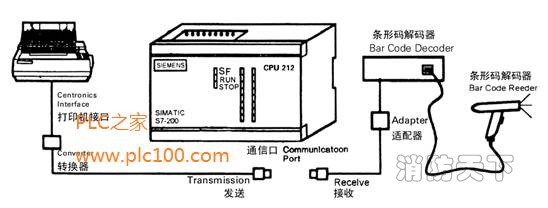
西門子S7 PLC自由通信口模式的應用(打印機和條形碼閱讀程序
西門子S7 PLC的自由通信口模式(Freeport Mode)的通信協(xié)議可自由定義,通信所需要的信息存放在特殊存儲字節(jié)SMB30中,用戶須作如下說明:
奇偶校驗
每個字符的位數(shù)
波特率
自由通信口模式可以接收和發(fā)送數(shù)據(jù)。本例用一個仿真的打印機程序來描述數(shù)據(jù)發(fā)送,再用一個條形碼閱讀程序來說明數(shù)據(jù)接收。
例圖
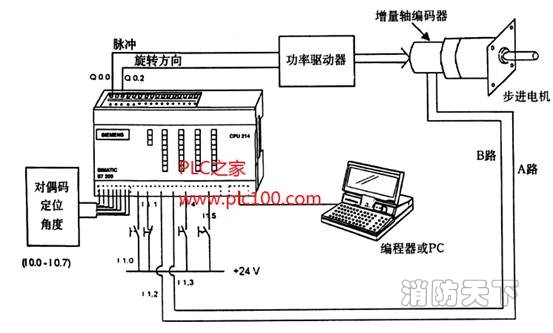
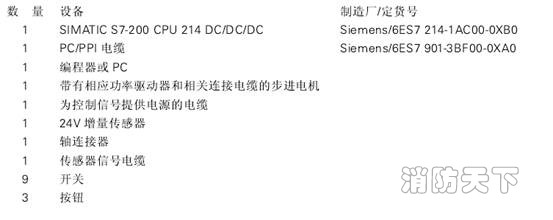
用S7-200進行定位控制、監(jiān)視和位置校正設計舉例
本例用S7-200 CPU 214 DC/DC/DC進行定位控制,并具有位置監(jiān)視和位置校正
概述
本例相對位置山增量傳感器進行位置監(jiān)視。為了求出傳感器信號,將該信號作為CPU 214中的大可處理7kHz信號的高速計數(shù)器的輸入,這樣,就可檢測出位置誤差。例如,當起一停頻率超出時,通過步數(shù)丟失可以檢測到位置錯誤。一旦檢測出位置誤差,就以較低頻率進行位置校正。
硬件要求
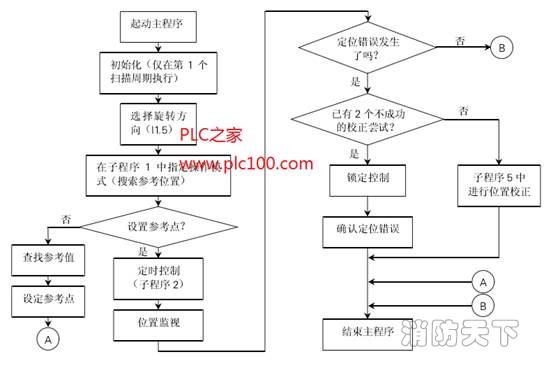
程序框圖
程序和注解
一、初始化
在程序的第一個掃描周期((SM0.1=1)設置重要的參數(shù)。此外,高速計數(shù)器HSC2由外部復位并初始化為A/B計數(shù)器。HSC2對檢測定位的增量軸編碼器信號計數(shù)。傳感器的A路和B路信號分別作為CPU輸入端I1.2和I1.3的輸入。旋轉(zhuǎn)方向的選擇、按鈕鎖定、操作模式的選擇及定位的過程 (請參考此例概述)。由增量傳感器進行定位監(jiān)視,在輸出脈沖結束之后,等待T1時間,以便使連接電機和傳感器的軸連接器的扭轉(zhuǎn)振動消失。
二、實際值和設定值的比較
T1到時后,子程序4對實際值和設定值進行比較。如果軸的位置在設定位置的±2步范圍內(nèi),定位就是正確的。如果實際位置在此目標范圍之外,當超過起停頻率時,那就會造成電機失步這種情況的發(fā)生,此時,一個相應的警告信號就會則Q1.1輸出。
三、位置的較正
若定位錯誤被檢測出來,則起動第二等待定時器T2。此后,根據(jù)設定值和實際值之間的差值計算出校正的步數(shù)。當校正時,電動機頻率低于起停頻率,以防新的步數(shù)丟失。
四、校正取消
如果在兩次校正嘗試之后還小能達到設定位置,為女全起見,控制將被鎖定(M0.2=1 )。只有按下確認按鈕I1.4之后,控制才被打開,然后,進行另一個參考點的檢測。
T1505系統(tǒng)通過現(xiàn)場接口模板(FIM)連接SIMATIC S7-212編程
本例描述了如何將SIMATIC S7-212(或S7-214)與SIMATIC T1505可編程邏輯控制系統(tǒng)連接起來。主設備(T1505}通過現(xiàn)場接u模板((FIM)向從設備(S7-212發(fā)送信息。數(shù)據(jù)傳輸?shù)膮f(xié)議為4字(4-Word)簡單協(xié)議。這樣T1505可控制新型SIMATIC PLC及其它支持此協(xié)議的設備(例如某些SE &A馭動器)。
通過自山端模式(Freeport Mode),S7-212接收來自主設置的信息,以及向主設備發(fā)送信息。由幾個中斷程序完成從設備的數(shù)據(jù)處理。